



🚀🚀🚀,强烈推荐, 这个非常重要,建议在打印小方框之前就打印这个。至少打印 6 次,体会从喷嘴压的最低到最高的差别。
由于首层没有开风扇,是否效果好就跟喷嘴离热床远近有关系,容易判断出问题。
确保打印机底座水平并与喷嘴保持适当的距离。在使用自动调平的情况下,检查补偿是否有效以及Z偏移是否设置正确。这将导致第一层具有正确的“挤压”量,这意味着良好的附着力,并大大增加打印成功的机会。
何时操作:
第一次安装打印机。重新调整框架、热床、喷嘴等。
所需工具:
A4纸
补充说明:
测试需要15分钟,这一步还是比较重要的
1、重要性
第一层打印的好坏是 3D 打印成功的重要组成部分,并且可能是新用户打印失败的首要原因。
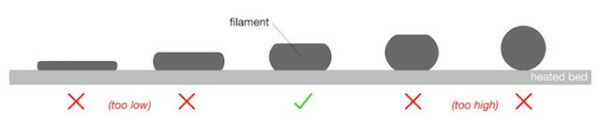
热床和喷嘴之间的垂直距离需要正确,第一层才能正确打印。
- 如果太远,耗材将无法充分压入床中,甚至可能在半空中打印,会从床上脱落。
- 如果太近,将没有足够的空间让挤出的耗材形成正确的形状,它会被迫向外挤压。在少数情况下,挤出的线会比正常的宽并产生大象脚。同时这样的痕迹可能很难从床上去除。
- 如果喷嘴太靠近,在极端情况下,耗材挤不出去,可能会堵塞挤出机/热端。还会刮花底板与喷头。
大部分打印机都提供了首层校准的方法,这篇文章准备使用最简单的方法进行首层校准。
2、如何校准
2.1 前提条件
需要完成以下的内容
- 首次打印前检查
- 特别是其中的温度校准、 Probe 调平 、 Z 复位偏移调整
- 人工看看喷嘴高度(非必须)
单层约为 0.2 mm。查看喷嘴及其与板材的距离也会有所帮助。但是,不推荐使用卡尺测量,用塞尺还是可以试试。
2.2 校准内容
要校准两个内容:
- 校准 Z 复位偏移
- 就是喷嘴与热床距离是否合适
- 先打印一个 40mm*40mm 的单层模型,查看是否正常
- 校准整个热床调平
- 在真个热床上多放几个单层方框进行测试。 ben 哥更夸张,打印了整张热床的区域来进行校准,打印一次需要 1 个小时。
2.3 打印参数
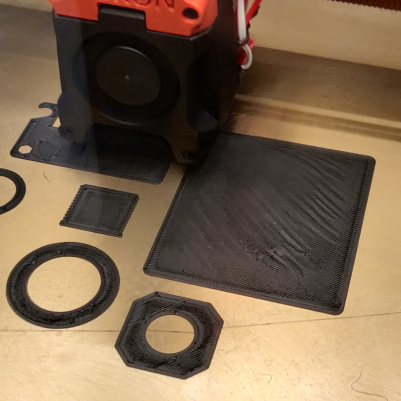
3、制作模型并打印
3.1 建小模型
建议先打印一个 5cm*5cm 小模型,等调整成功了,把这个模型复制到整个热床上。
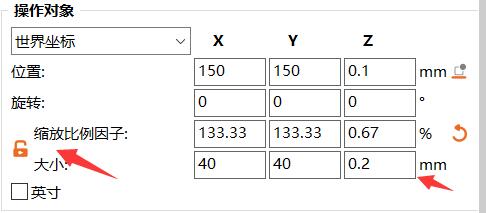
可以在 Prusa 中轻松创建一个矩形,方法是右键单击空的构建板并选择添加形状 - >盒子。如下图将其缩放到 0.2mm,因为 0.4mm 喷嘴,在配置文件设置首层层高是 0.2mm。
3.2 建大模型
等小模型测试通过了,使用复制功能,覆盖到热床的其他位置。Ben 是全部覆盖,感觉没有必要,因为要打印的时间太长了。
也可以从网上下载一些别人做好的STL文件。这里有推荐的模型
3.3 反复打印
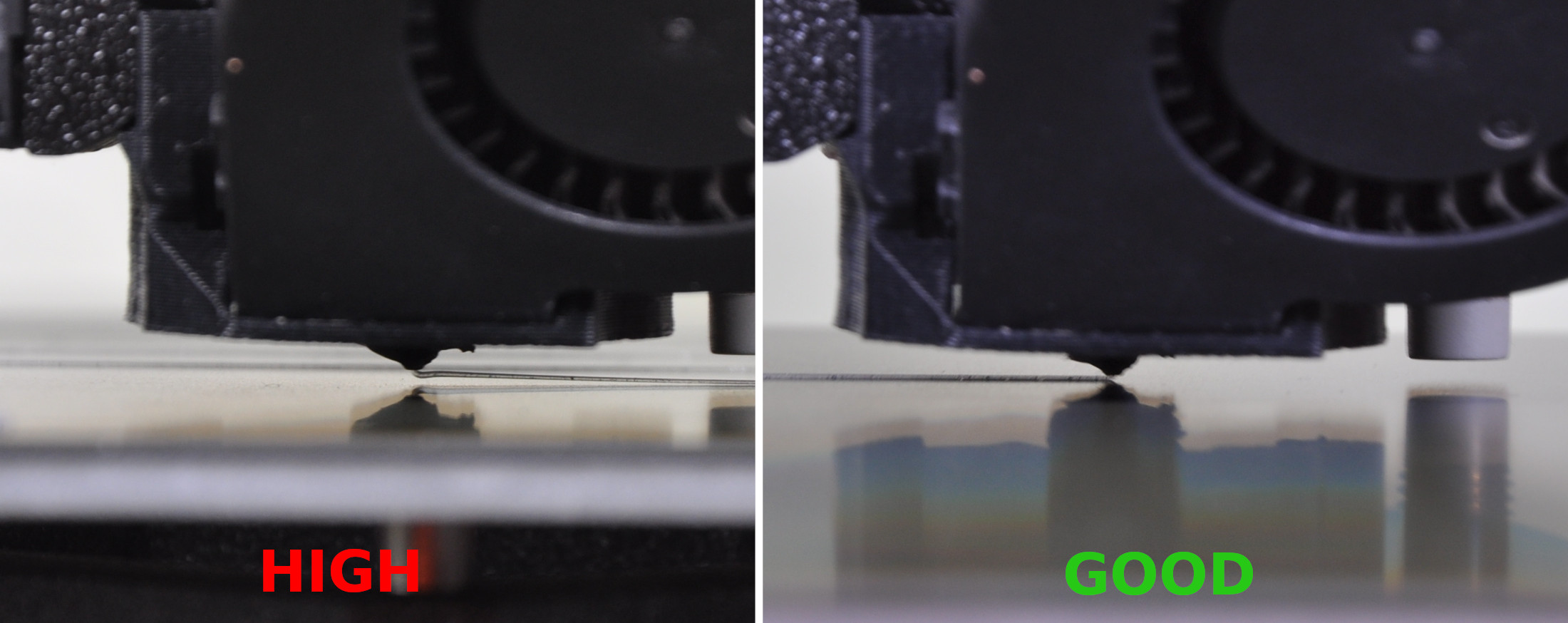
打印这个需要 3 分钟,但是在打印的过程中,如发现下图离热床特别近的情况时,建议直接关机或动态手工调整 Z 轴,以免刮花底板。
在打印过程,通过查看打印情况,通过 Mainsail 调整来及时调整 Z-Offset,来确定最优参数(这个功能非常实用)。可能需要反复打印这个模型,直到找到最佳的 Z-Offset 值,当然可以把模型做大一点,然后在打印一个模型过程中,通过调整 Z-Offset 值,让最终结果显示在同一个打印结果中(如上图)。

3.4 保存 Z-Offset
找到最佳 Z-Offset 后,可以点击save进行保存。
- 如果判断出模型打印的最佳状态? 看下一节
- 如何判断出到底是
To ENDSTOP还是TO PROBE? 看下下一节。
3.5 可能遇到的问题
- 在预热的过程中,打印喷嘴会漏料,正式打印时会粘连在地板上。处理的思路有
- 正式打印前,给喷嘴擦擦嘴。
- 在
Gcode中添加回抽
4、分析模型并调整
根据打印情况,判断喷嘴离热床的距离,然后通过调整Z 复位值来调整距离。
不同平面的热床打印出来的效果有细微的差别,看下面的图片来分析。
4.1 光面热床
钢板、玻璃面
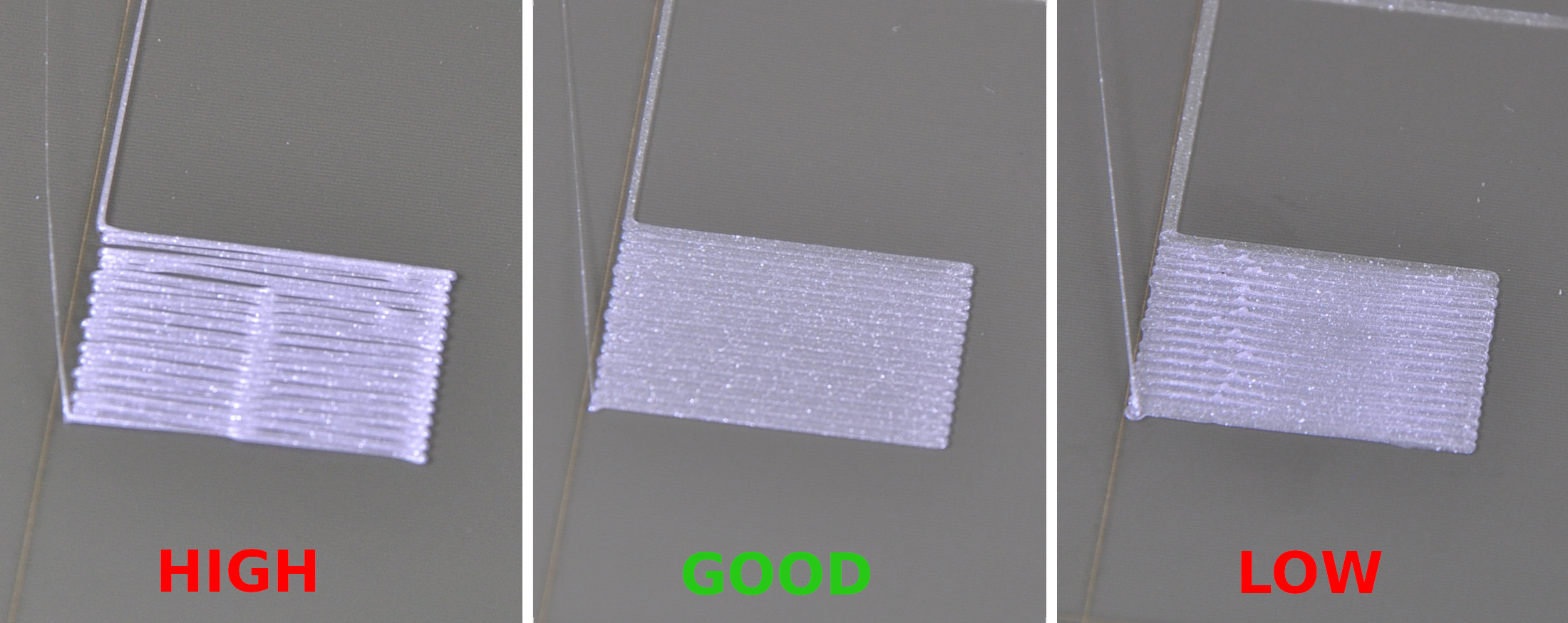
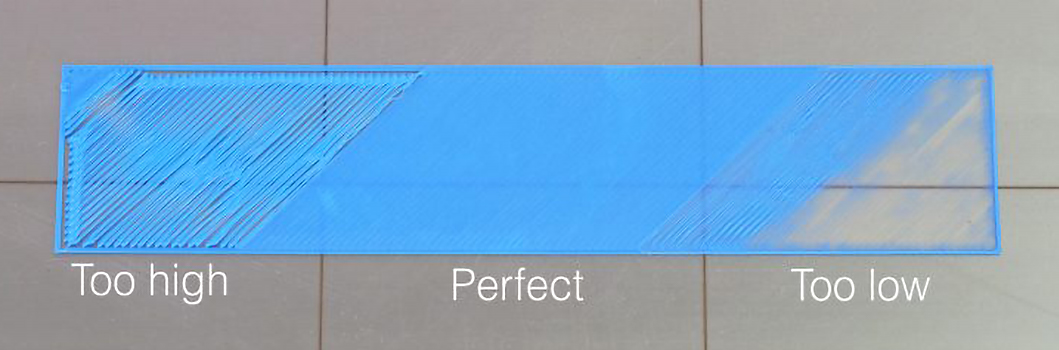
左图太高
线之间有间隙,并且有些线没有粘在热床上。
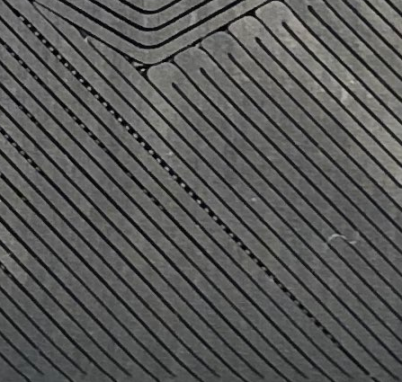
右图太低
线被完全压扁,在线条之间会有脊(右键单独打开图片,仔细看。或者看第 6 章的说明)。在极端情况下,缘会向上卷曲,耗材会铺得很薄。
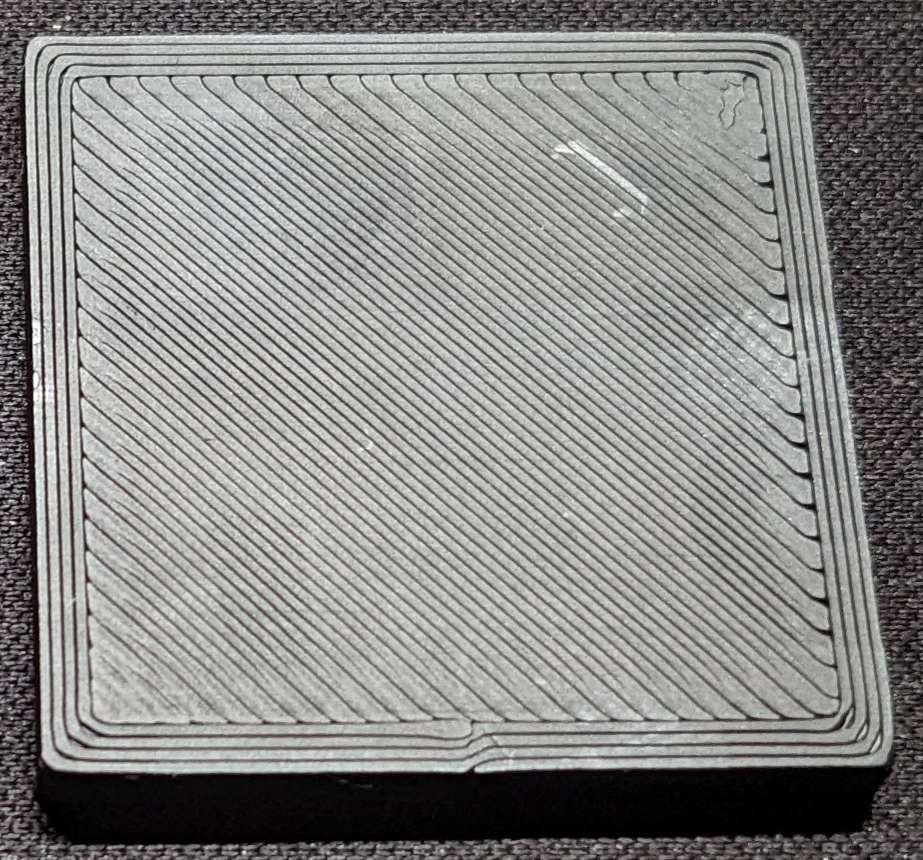
中图正好
显示一个均匀的表面(中心图片),线条之间没有间隙,也没有脊,手摸很光滑。
将喷嘴离热床越近,会提高附着力。但是,如果遇到不粘热床问题,但第一层校准看起来像“良好”图片(中图),那么问题可能出现在其他地方,例如脏/油腻的热床、打印设置、调平/XYZ 校准或挤出不足。

如果将热床从光面(玻璃、弹性钢板)切换到纹理面(PEI,美纹纸)时,要重新进行首层校准。
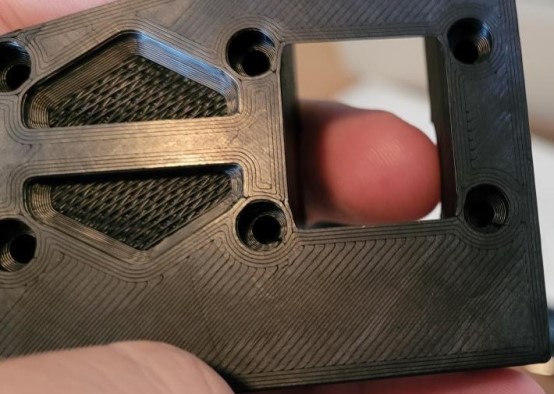
4.2 纹理面热床
PEI 板,美纹纸等。
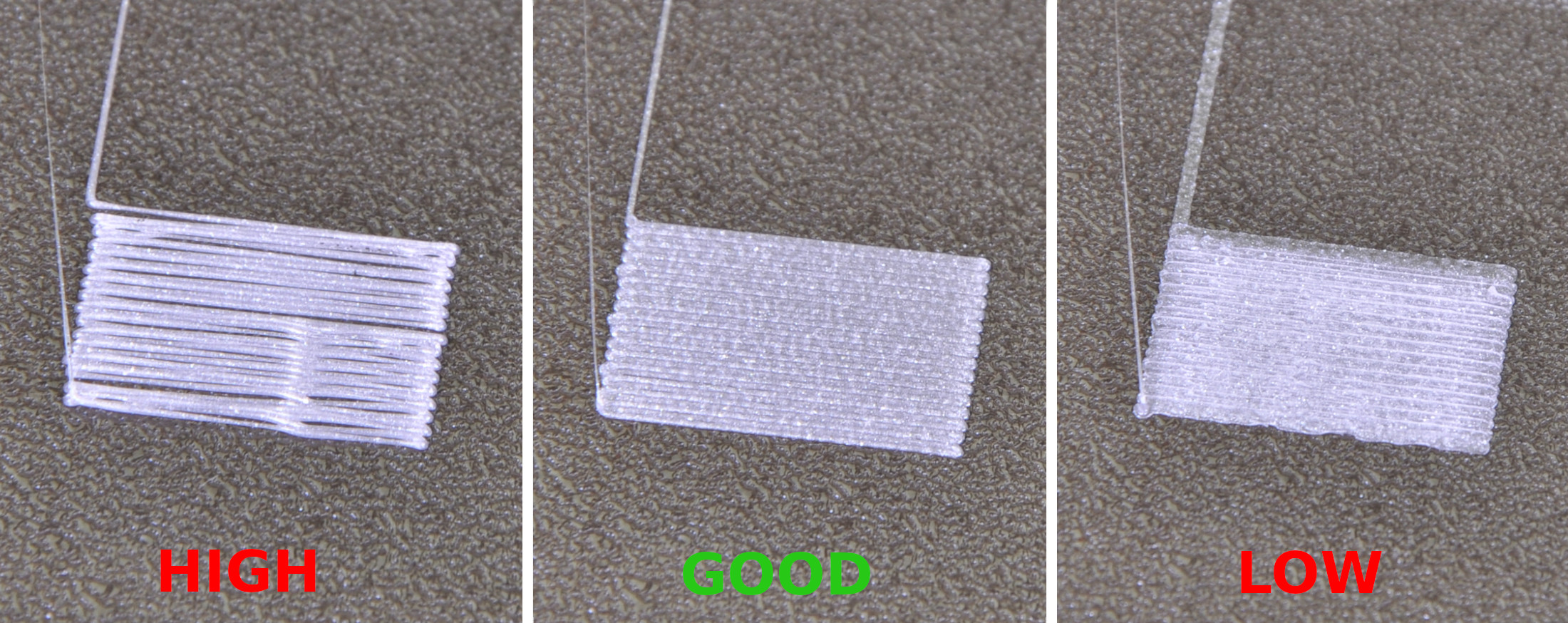
右键单独放大看这张图片。
左图太高
线是圆形的,并且线之间有间隙。
右图太低
耗材会开始在边缘周围卷曲,就像它没有粘附一样。
中图正好
显示一个均匀的表面(中心图片),线条之间没有间隙,也没有脊
5、保存最佳结果
找到满意结果后,要保存结果。这里有不同的方法,首先要确定你用的是那种方法进行的。
5.1 Dedicated Z Endstop
带有 Z 限位开关的打印机,Voron2.4 就是这种。这时候如何处理呢?
- 输入命令
Z_OFFSET_APPLY_ENDSTOP- 系统会自动修改距离 Z 限位的偏差值
position_endstop
- 系统会自动修改距离 Z 限位的偏差值
- 输入保存命令
SAVE_CONFIG
5.2 Virtual Z Endstop
没有 Z 限位开关,使用 Probe 作为限位开关。3Dtouch 好像没人用了。
- 输入命令
Z_OFFSET_APPLY_PROBE- 系统会自动修改距离 Prboe 的偏差值
z_offset
- 系统会自动修改距离 Prboe 的偏差值
- 输入保存命令
SAVE_CONFIG
5.3 Klicky
使用Klicky与 Z 限位开关,在每次打印前自动进行校准,这里有更多资料
- 手工调整距离:
switch_offset- 调高:更多的挤压
- 调低:更少的挤压
- 如果您的值偏离理论值(通常为 0.5)太远,那要看看是否其他问题引发的。对于欧姆龙开关 0.4-0.6 的值比较正常。
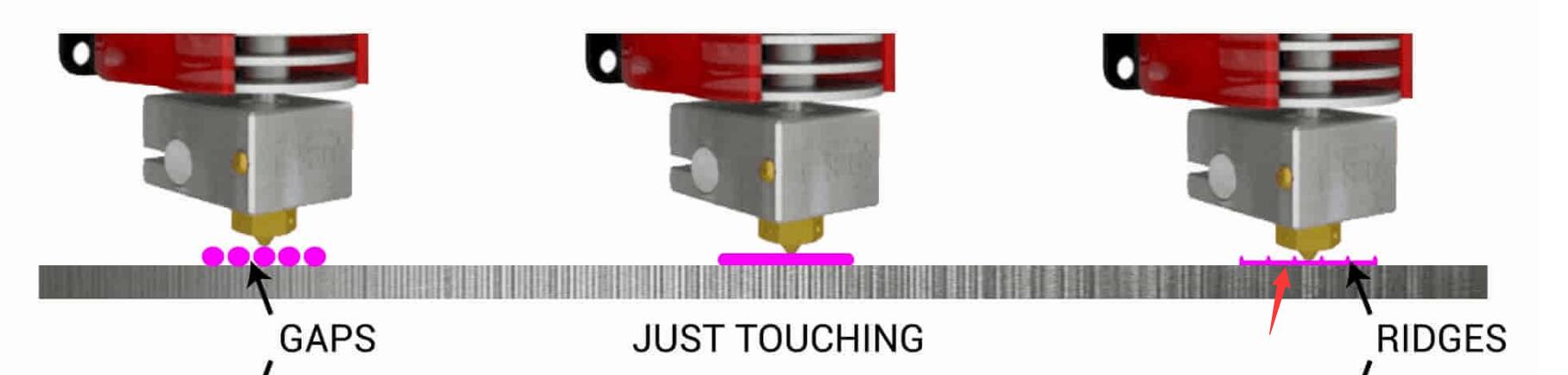
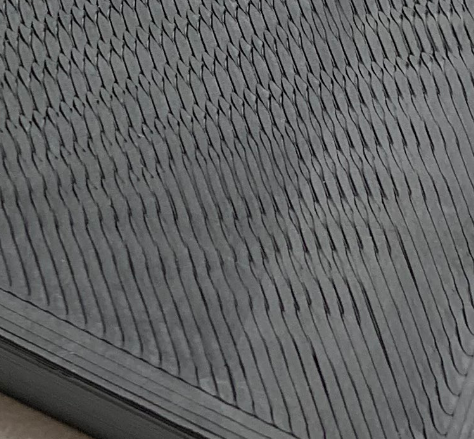
6、更多案例
什么是脊?看下图,描述了脊如何形成。
6.1 正面底面观察
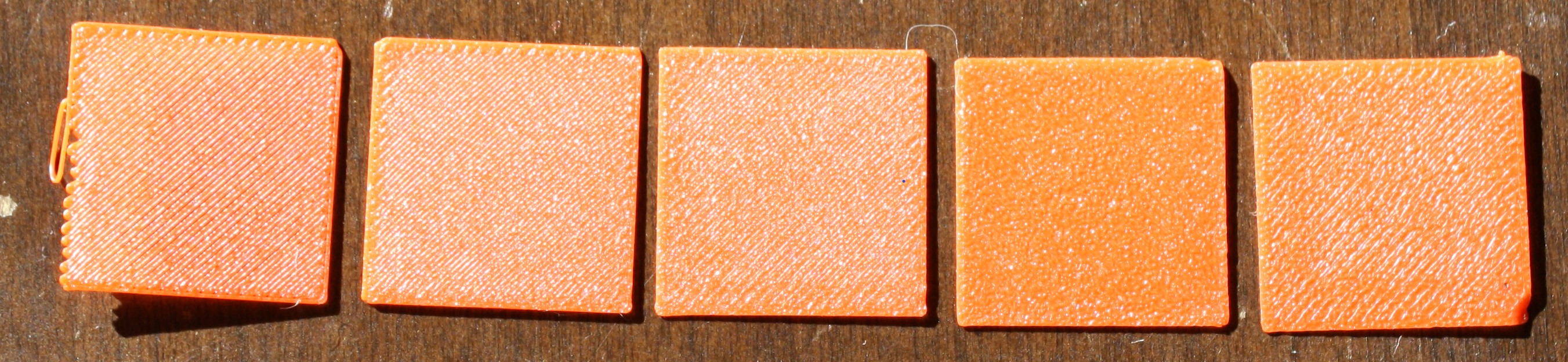
下面的案例图片出现在ellis3dp 打印调整
玻璃热床
看看下图那个打印的好。

好的效果有如下特征
- 顶部
- 没有太多的脊/毛。
- 在角落附近或小印刷区域有一点是正常的。
- 行之间没有间隙。
- 在填充物与周边相遇的地方有一些非常小的针孔是可以的。
- 3 和 4 之间的某些地方更接近理想,但是没有 ben 哥或者 Prusa 打印的好。
- 没有太多的脊/毛。
- 底部
- 行之间不应有任何间隙。
- 您仍然应该能够清楚地看到中心的线条。它们不应该褪色或隐形。
- 线条在边缘/角落附近褪色是正常的。
PEI 热床
- 顶部
- 判断标准与玻璃热床差不多。
- 底部
- 线条不会像在光滑的构建表面上那样明显。
- 注意:这并不意味着它们应该是不可见的。(经过仔细调整,在 PEI 上,底面的确看不出线条)
- 与光滑的构建表面一样,线条之间不应有任何间隙。
- 顶面而不是底面更容易分辨挤压。
- 线条不会像在光滑的构建表面上那样明显。
6.2 底面挤压
好的积压是光滑并且能看到线条。 完全光滑,表示太近了。如果有缝隙,那喷嘴太远了。
好的案例
压的太扁
看不到任何线条,或者线条开始褪色(平滑的 PEI)
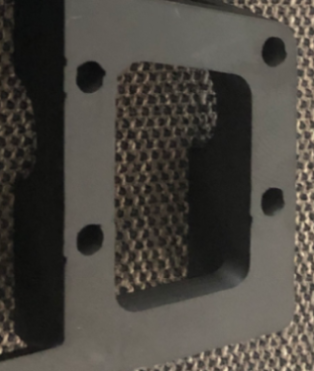

出现波浪图案
挤压不够
线条之间有间隙(您可以看到下一层)

6.3 进一步微调
前面的校验都是按照一层打印来进行的,但是大部分时候是打印多层,可能因为模型散热风扇等原因,与只打印一层不同,这时候,可以适当多调整一些挤出。
这个立方体只需要多一点点的挤压。
- 在周边和填充物的某些区域之间看到非常轻微的间隙/阴影。角落也开始拉开一点。
稍微好一点的效果

2.不得将上述内容用于商业或者非法用途,否则,一切后果请用户自负。
3.若您需要商业运营或用于其他商业活动,请您购买正版授权并合法使用。
4.您必须在下载后的24个小时之内,从您的电脑中彻底删除上述内容。
5.如果您喜欢该内容,请支持正版,购买注册,得到更好的正版服务。
6.本站部分内容均由互联网收集整理,仅供大家参考、学习,不存在任何商业目的与商业用途。
7.在本网站提供的内容中,可能包含第三方的链接或广告信息,这些链接和信息不受本网站控制。本网站不对这些链接和信息的准确性,完整性或可靠性负责。访问这些链接的风险由用户自行承担。
8.本站提供的所有资源仅供参考学习使用,版权归原著所有。
9.我们非常重视版权问题,如有侵权请邮件或与站点客服联系处理。敬请谅解!E-mail:375505524@qq.com。





1.jpeg?v=1720422212)








