


目的:
为了确保挤出机挤出正确长度的耗材。
何时操作:
只要挤出机与喷嘴发生了变化,重新组装了,都需要校准。
所需工具:
尺子、曲别针、耗材、一段长120mm的细绳
补充说明:
测试需要15分钟,这一步还是比较重要的
为了确保挤出机挤出正确长度的耗材。
何时操作:
只要挤出机与喷嘴发生了变化,重新组装了,都需要校准。
所需工具:
尺子、曲别针、耗材、一段长120mm的细绳
补充说明:
测试需要15分钟,这一步还是比较重要的
对于 X、Y 和 Z 轴,每毫米的步数在打印机之间通常是一致的,并且很少随着修改而改变。只要皮带紧实,就很少需要调整。然而,对于挤出机而言,挤出机硬件和喷嘴的变化意味着值得适当校准每毫米的挤出机步数或 E 步数。
通过挤出一定数量的耗材,然后测量实际通过系统的耗材数量来完成。
WARNING
特别说明
这种校准最好在挤出机与喷嘴分离的情况下进行,因此对挤出机运动没有限制。如果方便的话,可以拆卸喷嘴。
如果不方便,要用非常缓慢的速度和稍高的温度,来最大减少限制。
不能用卫生纸清理喷头,会留残渣的,堵喷头的。
如果是加热测试,打印完毕后别着急关电源,要让风扇吹一会,等喷嘴冷却。
特别说明
这种校准最好在挤出机与喷嘴分离的情况下进行,因此对挤出机运动没有限制。如果方便的话,可以拆卸喷嘴。
如果不方便,要用非常缓慢的速度和稍高的温度,来最大减少限制。
不能用卫生纸清理喷头,会留残渣的,堵喷头的。
如果是加热测试,打印完毕后别着急关电源,要让风扇吹一会,等喷嘴冷却。
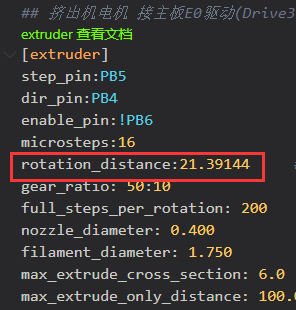
1、得到 rotation_distance
配置文件extruder,然后记录下来当前的rotation_distance。
2、测量进料尺寸
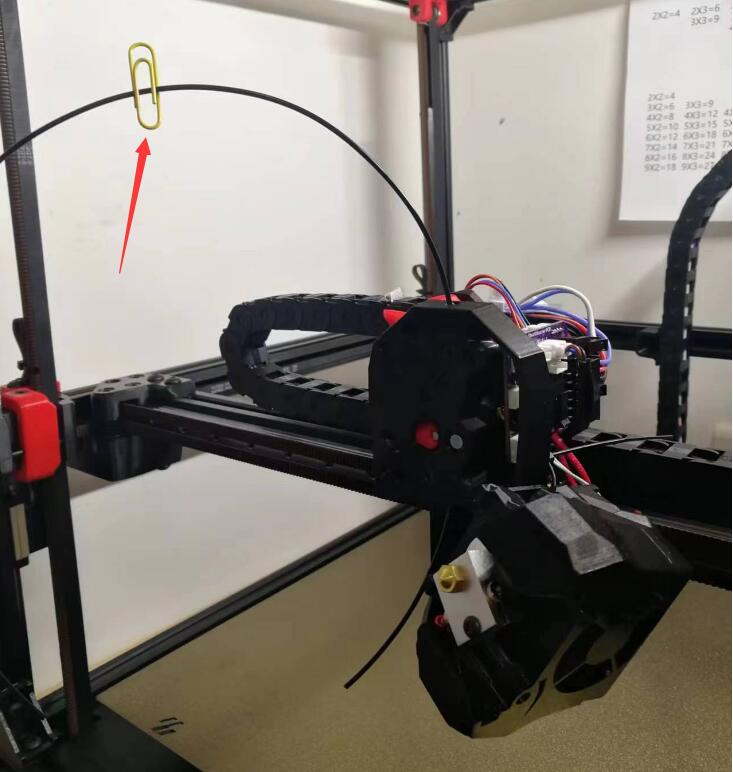
手动将喷嘴移到床上方足够高的位置,以提供足够的间隙来挤出细丝。拿出 120mm 细线,从挤出机上沿耗材量出 120mm
⑴ 做 120mm 标记
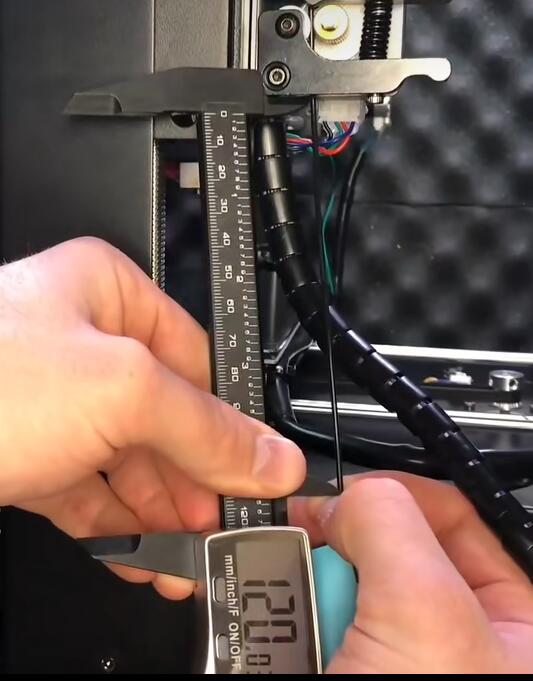
游标卡尺测量出
建议使用一个曲别针来进行标记。便签纸或颜色笔不好用。

⑵ 预热喷头
如果你是连接喷头一起测试的话,请按照耗材上提示的温度加热喷嘴。
⑶ 进料
按照 2mm/s 的速度,挤出 100mm 耗材。
⑷ 测量实际情况
用游标卡尺测量实际距离。
3、 算出 rotation_distance
- 首先要知道最初设置时多少,这里举例是 就是printer.cfg中搜索
extruder,然后找到rotation_distance的值 - 计算公式是:rotation_distance = 现有的_rotation_distance * (120mm-实际挤出长度mm) / 100
例:原rotation_distance=22.6789511,挤出后测量标记位置耗材剩余40mm, 故 22.6789511 * 40 / 100=9.07158044 应填入printer.cfg中重启
4、验证
Klipper重启后,重新按照上面的步骤进行测试,剩余20mm表示校准成功。
© 版权声明
1.本站提供的资源转载自国内外各大媒体和网络,仅供试玩体验。
2.不得将上述内容用于商业或者非法用途,否则,一切后果请用户自负。
3.若您需要商业运营或用于其他商业活动,请您购买正版授权并合法使用。
4.您必须在下载后的24个小时之内,从您的电脑中彻底删除上述内容。
5.如果您喜欢该内容,请支持正版,购买注册,得到更好的正版服务。
6.本站部分内容均由互联网收集整理,仅供大家参考、学习,不存在任何商业目的与商业用途。
7.在本网站提供的内容中,可能包含第三方的链接或广告信息,这些链接和信息不受本网站控制。本网站不对这些链接和信息的准确性,完整性或可靠性负责。访问这些链接的风险由用户自行承担。
8.本站提供的所有资源仅供参考学习使用,版权归原著所有。
9.我们非常重视版权问题,如有侵权请邮件或与站点客服联系处理。敬请谅解!E-mail:375505524@qq.com。
2.不得将上述内容用于商业或者非法用途,否则,一切后果请用户自负。
3.若您需要商业运营或用于其他商业活动,请您购买正版授权并合法使用。
4.您必须在下载后的24个小时之内,从您的电脑中彻底删除上述内容。
5.如果您喜欢该内容,请支持正版,购买注册,得到更好的正版服务。
6.本站部分内容均由互联网收集整理,仅供大家参考、学习,不存在任何商业目的与商业用途。
7.在本网站提供的内容中,可能包含第三方的链接或广告信息,这些链接和信息不受本网站控制。本网站不对这些链接和信息的准确性,完整性或可靠性负责。访问这些链接的风险由用户自行承担。
8.本站提供的所有资源仅供参考学习使用,版权归原著所有。
9.我们非常重视版权问题,如有侵权请邮件或与站点客服联系处理。敬请谅解!E-mail:375505524@qq.com。
THE END





![Awoo Installer v1.3.3/官方中文/-可以安装NSZ/NSP/XCI/XCZ的工具[修正]-美好生活&吃喝玩乐购](https://www.pdyou.com/wp-content/uploads/replace/e66a287072bdf286e39c5efd33e190dc.jpeg)